


Оборудование




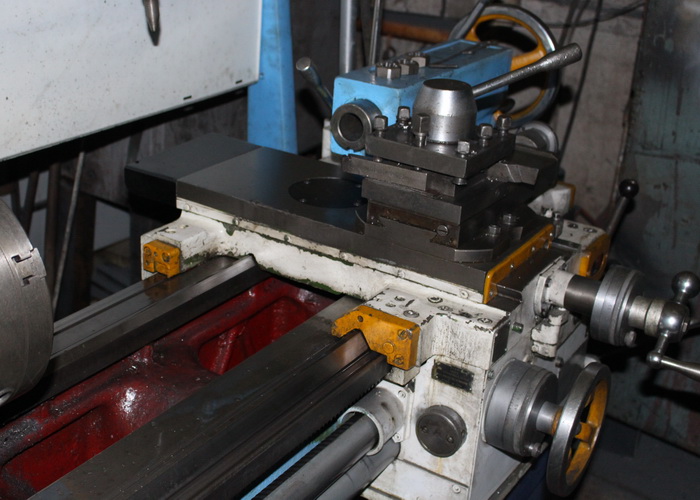
Токарный станок 1И611П
Назначение:
Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Основные характеристики:
Класс точности по ГОСТ 8-82 П
Наибольший диаметр заготовки над станиной, мм 250
Наибольший диаметр заготовки над суппортом, мм 125
Наибольшая длина заготовки (РМЦ), мм 500
Диаметр сквозного отверстия в шпинделе, мм 25
Наибольший диаметр прутка, мм 24
Частота прямого вращения шпинделя, об/мин 20..2000
Размер внутреннего конуса в шпинделе, М Морзе 4
Конец шпинделя по ГОСТ 12593-72 4
Наибольшая длина хода каретки, мм 500
Пределы рабочих подач продольных, мм/об 0,01..1,8
Пределы рабочих подач поперечных, мм/об 0,005..0,9
Пределы шагов нарезаемых резьб метрических, мм 0,2..48
Пределы шагов нарезаемых резьб дюймовых 24..0,5
Пределы шагов нарезаемых резьб модульных 0,2..30
Количество электродвигателей на станке 3
Мощность электродвигателя главного привода, кВт 3
Тип электродвигателя главного привода АОЛ2-32-4
Мощность электродвигателя гидростанции, кВт 0,08
Тип электродвигателя электростанции АОЛ-012-4
Мощность электродвигателя насоса охлаждения, кВт 0,05
Насос охлаждения (помпа) ПА-22
Габариты станка (длина ширина высота), мм 1770_970_1300
Масса станка, кг 1120
Наибольший диаметр заготовки над станиной, мм 250
Наибольший диаметр заготовки над суппортом, мм 125
Наибольшая длина заготовки (РМЦ), мм 500
Диаметр сквозного отверстия в шпинделе, мм 25
Наибольший диаметр прутка, мм 24
Частота прямого вращения шпинделя, об/мин 20..2000
Размер внутреннего конуса в шпинделе, М Морзе 4
Конец шпинделя по ГОСТ 12593-72 4
Наибольшая длина хода каретки, мм 500
Пределы рабочих подач продольных, мм/об 0,01..1,8
Пределы рабочих подач поперечных, мм/об 0,005..0,9
Пределы шагов нарезаемых резьб метрических, мм 0,2..48
Пределы шагов нарезаемых резьб дюймовых 24..0,5
Пределы шагов нарезаемых резьб модульных 0,2..30
Количество электродвигателей на станке 3
Мощность электродвигателя главного привода, кВт 3
Тип электродвигателя главного привода АОЛ2-32-4
Мощность электродвигателя гидростанции, кВт 0,08
Тип электродвигателя электростанции АОЛ-012-4
Мощность электродвигателя насоса охлаждения, кВт 0,05
Насос охлаждения (помпа) ПА-22
Габариты станка (длина ширина высота), мм 1770_970_1300
Масса станка, кг 1120



Токарный станок 16К20
Назначение:
Токарно-винторезный станок 16К20 по предназначен для обработки цилиндрических, конических и сложных поверхностей - как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Основные характеристики:
Диаметр обработки над станиной, мм 400
Диаметр обработки над суппортом, мм 220
Расстояние между центрам 1000 / 1500
Размер внутреннего конуса в шпинделе Морзе 6 М80*
Диаметр сквозного отверстия в шпинделе, мм 55
Максимальная масса заготовки, закрепленной в патроне, кг 300
Максимальная масса детали, закрепленной в центрах, кг 1 300
Число ступеней вращения шпинделя, шт. 23
Число ступеней частот обратного вращения шпинделя 12
Пределы частот прямого вращения шпинделя, мин-1 12,5 - 2 000
Пределы частот обратного вращения шпинделя, мин-1 19 - 2 420
Число ступеней рабочих подач - продольных 42
Число ступеней рабочих подач - поперечных 42
Пределы рабочих подач - продольных, мм/об 0.7 - 4,16
Пределы рабочих подач - поперечных, мм/об 0,035-2,08
Число нарезаемых метрических резьб 45
Число нарезаемых дюймовых резьб 28
Число нарезаемых модульных резьб 38
Число нарезаемых питчевых резьб 37
Число нарезаемых резьб - архимедовой спирали 5
Наибольший крутящий момент, кНм 2
Наибольшее перемещение пиноли, мм 200
Поперечное смещение корпуса, мм ±15
Наибольшее сечение резца, мм 25
Диаметр обработки над суппортом, мм 220
Расстояние между центрам 1000 / 1500
Размер внутреннего конуса в шпинделе Морзе 6 М80*
Диаметр сквозного отверстия в шпинделе, мм 55
Максимальная масса заготовки, закрепленной в патроне, кг 300
Максимальная масса детали, закрепленной в центрах, кг 1 300
Число ступеней вращения шпинделя, шт. 23
Число ступеней частот обратного вращения шпинделя 12
Пределы частот прямого вращения шпинделя, мин-1 12,5 - 2 000
Пределы частот обратного вращения шпинделя, мин-1 19 - 2 420
Число ступеней рабочих подач - продольных 42
Число ступеней рабочих подач - поперечных 42
Пределы рабочих подач - продольных, мм/об 0.7 - 4,16
Пределы рабочих подач - поперечных, мм/об 0,035-2,08
Число нарезаемых метрических резьб 45
Число нарезаемых дюймовых резьб 28
Число нарезаемых модульных резьб 38
Число нарезаемых питчевых резьб 37
Число нарезаемых резьб - архимедовой спирали 5
Наибольший крутящий момент, кНм 2
Наибольшее перемещение пиноли, мм 200
Поперечное смещение корпуса, мм ±15
Наибольшее сечение резца, мм 25



Галтовочный барабан ГАА-1989
Назначение:
С помощью галтовочных барабанов можно выполнить множество операций:
обработку кромок;
удаление заусенцев и прочих дефектов;
полировку;
обезжиривание;
очистку от следов коррозии или кислоты;
повышение качественных характеристик поверхности.
обработку кромок;
удаление заусенцев и прочих дефектов;
полировку;
обезжиривание;
очистку от следов коррозии или кислоты;
повышение качественных характеристик поверхности.
Область применения:
Аппарат представляет собой барабан многогранного сечения. При постоянном соударении происходит очистка загруженных в галтовочный барабан
деталей. Продолжительность рабочего цикла зависит от заявленной степени обработки. Внутренняя часть выполнена в виде вращающейся многогранной
винтовой колонны, разделенной на секции. Они могут различаться как по форме, так и по размеру, который постепенно увеличивается по направлению от
загрузки к выгрузке. Это необходимо для равномерного воздействия абразивных элементов. Барабан устанавливается на раме с помощью опорных
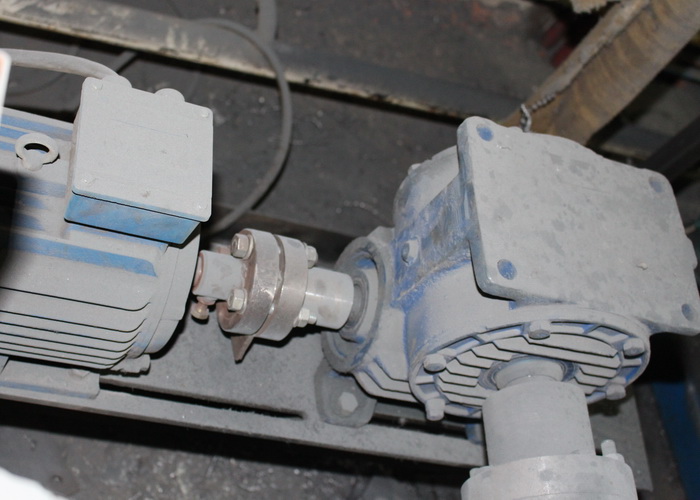
элементов с подшипниками. На раме также находится электрический двигатель, который служит приводом, и понижающий редуктор передающий.
Соединение с приводом может осуществляться посредством клиноременной передачи или компенсирующей муфты. Согласно требованиям техники
безопасности и охраны труда все подвижные элементы должны быть скрыты защитным кожухом. Для загрузки и выгрузки абразива и заготовок, а также
проведения технического обслуживания и ремонта барабана он оснащен загрузочным отверстием
Используется в случае:
галтовка металлических изделий максимальным габаритом до 700мм




Обдирочный станок
Оставьте свой номер и мы с удовольствием перезвоним Вам прямо сейчас.